CALIBRADORES PASA – NO PASA
Dispositivos diseñados para verificar las dimensiones de una parte en sus límites de tamaño superior e inferior, de acuerdo con las tolerancias especificadas por las normas.

Este es uno de los métodos más rápidos para medir roscas externas y consiste en un par de anillos roscados pasa-no pasa.
Estos calibres se fijan a los límites de la tolerancia de la parte. Su aplicación simplemente es atornillarlos sobre la parte. El de pasa debe entrar sin fuerza sobre la longitud de la rosca y el de no pasa no debe introducirse más de dos hilos antes de que se atore.
Estos calibres sólo indican si la parte inspeccionada está dentro de tolerancia a no (atributos). Ellos no especifican cual es el tamaño real de la parte roscada; para ello se hace necesario usar alguno de los método antes descritos.
También hay calibres roscados pasa-no pasa para la inspección de roscas internas. Estos trabajan bajo el mismo principio de pasa y no pasa; en este caso, el calibre de no pasa entrará una vuelta cuando más, pero no otra. Este es quizá el método más práctico para medir roscas internas, ya que aunque existen instrumentos que proporcionan datos variables, éstos no están disponibles para los diámetros más pequeños.
Los calibradores se usan para comprobar dimensiones externas tales como diámetro, anchura, grosor y superficies similares. Los calibradores de anillos se emplean para revisar diámetros cilíndricos. Para una aplicación determinada, generalmente se requieren un par de calibradores, uno de pasa y el otro de no pasa, cada calibrador es un anillo cuya abertura se maquina a uno de los límites de tolerancia del diámetro de la parte. Para facilidad de manejo, la parte exterior del anillo está moleteada. Los dos calibradores se distinguen por la presencia de un surco alrededor de la parte externa del anillo no pasa.

Calibrador pasa no pasa de contacto para medir el diámetro. El calibrador límite más común que se utiliza para verificar diámetros de orificios es el calibrador de inserción. El calibrador consta de una manija a la cual se conectan dos piezas cilíndricas precisamente asentadas (insertos) de acero endurecido, como en la figura 3.56. Los insertos cilíndricos funcionan como os calibradores de pasa y no pasa. Otros dispositivos similares al calibrador de inserción incluyen los calibradores de ahusamiento, que consta de un inserto ahusado para verificar orificios con aguzamientos; y los calibradores roscados, con los que se verifican las roscas internas en las partes
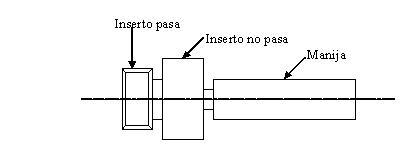
Calibrador pasa no pasa de contacto.
Estos calibradores son fáciles de usar y el tiempo requerido para completar una inspección casi siempre es menos al que emplea un instrumento de medición. Su desventaja es que se obtiene muy poca información del tamaño real de la parte; solo indican si el tamaño esta dentro de la tolerancia.
Comentarios
Publicar un comentario